


Robotik & Handhabungstechnik
48
AUTOMATION 4
/
Juni 2011
erinnert sich Tomas. „Diese Versprechen ha-
ben wir auch gehalten. Denn eines unserer
Stärken ist, dass wir auch aufgrund unseres
Know-hows bei unterschiedlichsten Prozess-
anwendungen Projekte in der Umsetzung
durchgängig betreuen können“, weiß DI (FH)
ThomasHopfner,GebietsrepräsentantbeiABB.
Modelle aus Schaumwürfel fräsen
Die Bearbeitungsanlage dient hauptsächlich
der Bearbeitung von Hartschaummodel-
len für den Formenbau der Niederösterrei-
cher. Die Hauptkomponente ist dabei der
Industrieroboter IRB 6640 von ABB, der auf
einer acht Meter langen, voll in die Steue-
rung integrierten Linearachse montiert ist,
welche es ermöglicht, Bauteile bis zu ei-
ner Größe von 7.000 mm x 1.500 mm x
2.000 mm (L x B x H) mit einer Genauigkeit
von +/-0,5 mm zu bearbeiten. „Als ideal für
diese Anwendung stellte sich unser IRB 6640
heraus, der mit seinem großen Arbeitsbereich
besticht und auch über genügend Steifig-
keit für das Fräsen verfügt“, so Hopfner. Die
Aufgabe des Roboters ist es nun, aus einem
Schaumwürfel ein „lebensgroßes“ 1:1-Modell
des Endproduktes zu fräsen. Damit wird an-
schließend eine Negativform angefertigt, mit
der letztendlich der fertige Teil hergestellt
wird. „Die Befestigung des Rohmaterials
haben wir dabei ganz einfach realisiert. Auf
einem Stahlrahmen, der im Boden eingelas-
sen ist, sind Holzplatten aufgeschraubt, auf
denen der Hartschaum wiederum angeklebt
wird“, beweist sich der Technische Leiter als
Praktiker.
Ein weiterer Einsatzbereich der Roboteran-
lage ist die mechanische Bearbeitung von
GFK Bauteilen. Dabei wird der fertig lami-
nierte GFK-Bauteil nach dem Entformen in
die Roboteranlage eingebracht und je nach
Bedarf Konturen geschnitten, Ausschnitte
gefräst, Löcher gebohrt oder Oberflächen
poliert. Dafür wurde am Rand der Anlage ein
Werkzeugwechselsystem aufgebaut, wo der
Roboter diverse Werkzeuge für die verschie-
densten Anwendungen selbständig wechseln
kann. „Unsere Ursprungsanforderung an die
Genauigkeit zu Beginn waren 1 mm über das
komplette Bauteil. In einer Optimierungspha-
se konnte die Genauigkeit jedoch um weite-
re 0,5 mm verbessert werden, was kürzlich
durch eine Messung mit einem Lasersystem
über den gesamten Arbeitsbereich auch be-
stätigt wurde“, zeigt sich Tomas zufrieden.
Zusätzlich ist der Roboter mit dem ABB-
Funktionspaket ForceControl ausgestattet,
mit dem es möglich ist, den Roboter „an der
>>
Mit diesem Projekt können wir zeigen,
dass es auch mit keinerlei Robotererfahrung
relativ schnell möglich ist, mit Robotern viel
produktiver zu sein als ohne.
<<
DI (FH) Thomas Hopfner, Gebietsrepräsentant bei ABB.
6, 7
Mit dem Werkzeugwechselsystem
wird ermöglicht, dass der Roboter diverse
Werkzeuge für die verschiedensten An-
wendungen selbständig wechseln kann.
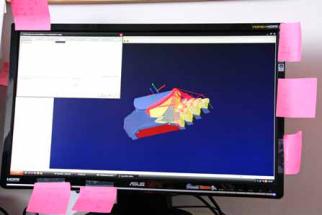
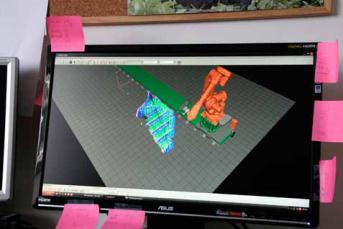
8, 9
Aus dem im
Inventor konstru-
ierten 3D-Modell
wird im hyperMILL
die Frässtrategie
entwickelt (links).
Anschließend wird
das generierte
Fräsprogramm
mittels der Soft-
ware PiPath in ein
Bewegungspro-
gramm für den
Roboter umge-
wandelt (rechts).
6
7
8
9